序言
自前篇開始,不定時轉載對岸砥石名人--老吳的精采好文,關於磨刀,關於天然砥石,關於人造砥石的經驗及看法,非常適合入門或進階刀友服用。
文章內容一字未改,以尊重原作者老吳的智慧財產,文末老吳砥石連結至老吳的掏寶商店,聊表對作者的尊敬與回饋。
本部落格轉載得到授權,未經同意,請勿擅自修改及轉載,分享本部落格或老吳的網站連結不在此限。
文章內容一字未改,以尊重原作者老吳的智慧財產,文末老吳砥石連結至老吳的掏寶商店,聊表對作者的尊敬與回饋。
本部落格轉載得到授權,未經同意,請勿擅自修改及轉載,分享本部落格或老吳的網站連結不在此限。
之後的正題是老吳昨天晚上匆匆忙忙弄的,可能部分效果上有些毛病,不過大方向應該沒錯。
首先,我們來看看研磨的物件。
就日本天然砥石定義的研磨物件來說,分別有:廚刀、刀劍、鑿子、刨刃、剪刀、坨(也可定性為叢林刀具或者日式戶外刀具)、剃刀和玄翁(玄能)這些具有帶有“刃”的刃物。所有的這些帶有刃的刃物都必須要打磨。
那麼怎樣打磨這些東西呢?其實本質上是會有一整套的系統來解釋這個問題,比如研磨的手法,研磨的工具,研磨的技術等等,因為如果要解釋清楚這些東西,恐怕不是幾篇帖子就能夠解決的,而且老吳本人也對某些東西還屬於摸索階段,或許等到以後我有這個技術能力和經驗積累到一定厚度,再來仔細討論這些問題吧。
我們先來看看可以研磨的物件有那些。





以上只是部分的研磨物件,實際會有更多,而且相對來說,其實每一種的研磨物件需要不同的磨料和不同的技術。
就老吳現在的個人經驗,其實技術最容易掌握的反而是絕大多數人覺得最困難的二次開刃的刀具。尤其是對於新手來說,需要掌握手部的角度,並且在研磨過程中,手的角度和力度必須精確保持。或許絕大部分人最為痛苦的就在於手的角度的掌握吧,不過這個技巧經過一段時間的應該不難掌握。
沒有過多的技術要求,無非就是手對於角度的掌控而已,所以以老吳的經驗,看起來最困難的技術反而是最容易掌握和精通的。




關於這種二次開刃的刀具,也是目前我們最為常見的刀具來說,多看下視頻,多練習,然後會逐漸在練習的過程中找到屬於自己的感覺,不會有什麼問題,僅僅是你自己靜下心來之後的經驗積累而已。當然必須靜下心來,任何一丁點的浮躁,都會對你研磨的感覺或者自信造成沉重的打擊。沒什麼大不了的,磨刀這事本來就是需要靜心而為的一件事。
S刃最近我沒有研磨,那就用我以前在kf的圖片吧。
有一點大致需要注意,那就是無論你是什麼水準,在研磨之前最好採用記號筆來做好標記,這樣會對你的研磨有著非常大的幫助。


老吳可以在這裏說,除開二次開刃的刀具,其他任何形制的開刃方式或者其他工具(木工工具)絕對不是你看看視頻就能知道是怎磨的。想要把這些東西磨好,不下苦工絕對是不可能的!
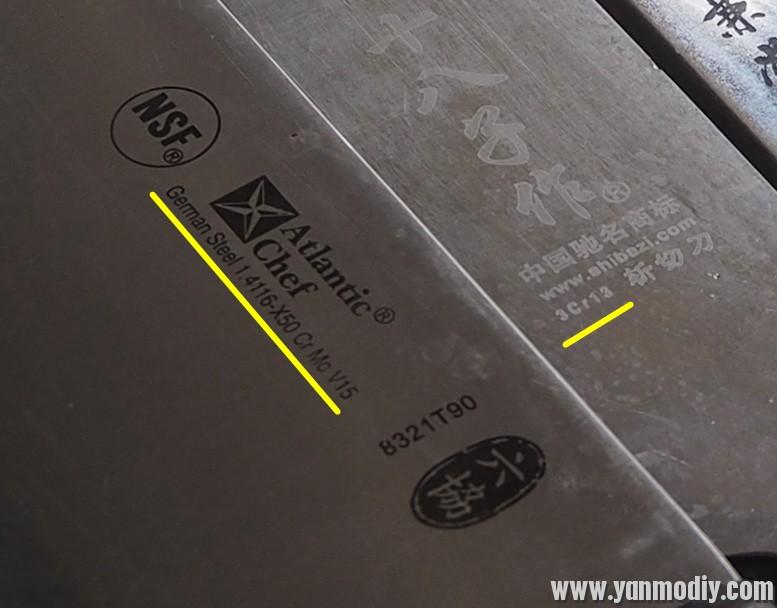
一個非常簡單的例子,6mm的鑿子,我以前磨的,各位也可以試試,看看能磨成什麼樣子。


由於晚上需要使用,那麼我簡簡單單的將這個鑿子修正了一下。


僅僅是在荒砥上進行了簡單的研磨,這時的刃面雖然還沒有修正完成,但是對於鑿子的功能已經修復完成了。請注意圖中的黃線,從這個角度來看,以前老吳磨的實際上是一個弧面,現在基本已經修復成一個平面。
荒砥修復過後,直接在中山上蹭了一會,測試鋒利度通過,反正是實際使用的工具,就不講究了,直接拿來用。
嗯嗯,6mm的鑿子各位如果還覺得可以磨的話,那麼,換3mm的試試怎麼樣?說說心得吧。。。。
老吳的經驗,3mm的鑿子,這種東西,必須有專門的手法來研磨,否則不可能!

各位有興趣可以弄來試試,老吳反正是磨的想死的時候,翻了翻自己的書籍,發現了研磨這東西的手法,必須經過一段時間的練習,才掌握了這種刃面的研磨。一句話,比二次開刃刀具技術含量高多了。


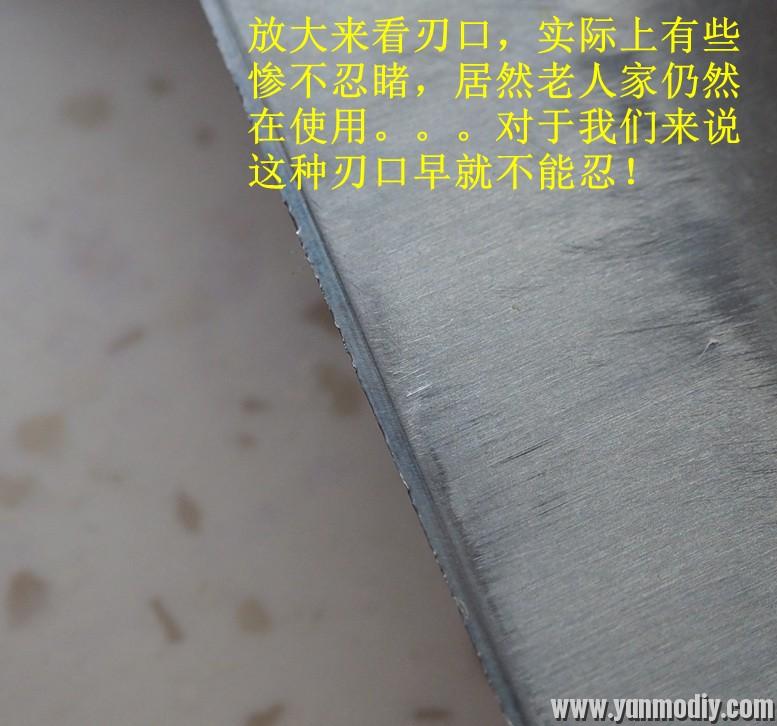
簡單而言,一個最基本的條件,如圖:基礎中的基礎,就是圖中標記的那條線保持絕對的直線。很簡單的一個要求,恐怕95%的人做不到。


關於這些鑿子或者刨刃的研磨,或者是廚刀、小刀等東西的研磨,其實第一步也是最重要的一步,就是保持砥石表面的絕對平整。這種絕對的平整一定是金剛板做不到的!!能夠讓砥石表面絕對平整,只有2個方法,1是採用專業的砥石平整設備,專業的砥石平整設備,使用起來比較簡單,對於能夠承受的刀友來說,可以選擇另外一種,就是使用3塊砥石相互修正的方法,這種方法對於我們所有人都實用。能夠在這個論壇混的人,恐怕5-10塊砥石只是起點吧。
只有保證了砥石表面的絕對平整,那麼你才可能有下一步;否則,砥石表面如果不平整,那麼無論是廚刀、小刀、刨刃還是鑿子的研磨都無從說起了。
當你完成了第一步的基礎性工作之後,那麼才可以開始研磨,至於研磨的技術,老吳會在今後有時間慢慢來說,這裏沒有圖片沒有助手拍照沒有辦法說清楚!
其次,來說說硬度,效果
在我之前的貼子裏已經說過,對於不同的研磨物件,最好採用不同的砥石。
關於天然砥石這一塊,我就在這裏順便說說吧。
首先必須確定一點,那就是天然砥石不是神石,不是任何鋼材拿到上面幾下就能獲得各種牛逼的一塌糊塗的效果以及吹毛斷髮的鋒利度,不行,肯定不行!!!
天然砥石的存在是由於日式刀具或者刃物的存在,兩者可以說是相輔相,只有這兩者的配合才能夠達到人賤合一的效果,否則。。。。。
就新手來說,如果隨便使用一塊天然砥石,然後將手上的s30v也好,zdp189也好,拿到天然砥石上蹭幾下,然後就開罵:啥破玩意,怎麼這麼難用,一點都不下肉,說好的效果呢?說好的鋒利度呢?說好的切削力呢?
簡單來說,老吳其實覺得天然砥石並不適合現代鋼材,其最本質的發揮一定是在傳統制法的刀具或者刃具之上。雖然日本很多專業人士也會使用天然砥石來研磨高速鋼或者粉末鋼,但其手中的砥石一定有與之相配套的天然砥石。適用於粉末鋼或者高速鋼的天然砥石非常稀少非常難找而且價格往往不會便宜,普通的刀友或許無法承受。
根據日本人的經驗,天然砥石對於不銹鋼、高速鋼、粉末鋼最大的特性或許還不是我們所追求的“藝術”的刃面效果,而是保持性。根據之前無數的圖片以及研究的結果,天然砥石的研磨機制完全和人造砥石不同,可以將天然砥石看做柔性混合磨料,其打磨出來的刃口相對“剛性”研磨的人造磨料來說,具有更好的完整性和更平整的刃面。這些條件就決定了天然砥石相對人造磨料來說的優點。不過天然砥石也會有著致命的缺點,那就是沒一塊天然砥石的品質都可以說是完全相同的,這種隨機性造就了一點——那就是當石頭沒有入手之前你永遠不知道這塊砥石的性能!!!這也是很多刀友自己從鬼子那裏購買砥石入手之後才發現尼瑪略坑的原因吧。
就天然砥石本身來說,對於我們一般的刀友,老吳的建議是根據硬度來選擇砥石,而不是根據產地。與其選擇中山、奧殿這些名山大川的砥石,不若選擇日照山、丸尾山這些硬度相對合適的砥石。因為,中山或者奧殿或者大平或者水木原或者菖蒲或者五千兩或者月乃輪或者等等.....你如果不是武士刀研磨或者發燒友,你無需去研究這些砥石對於不同鋼材、不同鍛造方法、不同熱處理結果、不同燒刃方式的不同表現力!一般人,包括老吳在內,是沒有這個精力和財力(主要是後者)去探究其中的奧妙。
這裏必須說明一點,不同礦山產地的砥石對於不同的鋼材、鍛造方法、熱處理方法、以及其他因素會有著不同的表現力,不過這種表現力或許更偏向“藝術”的範疇,只有擁有“財力”的人才能探究其中的奧妙吧。
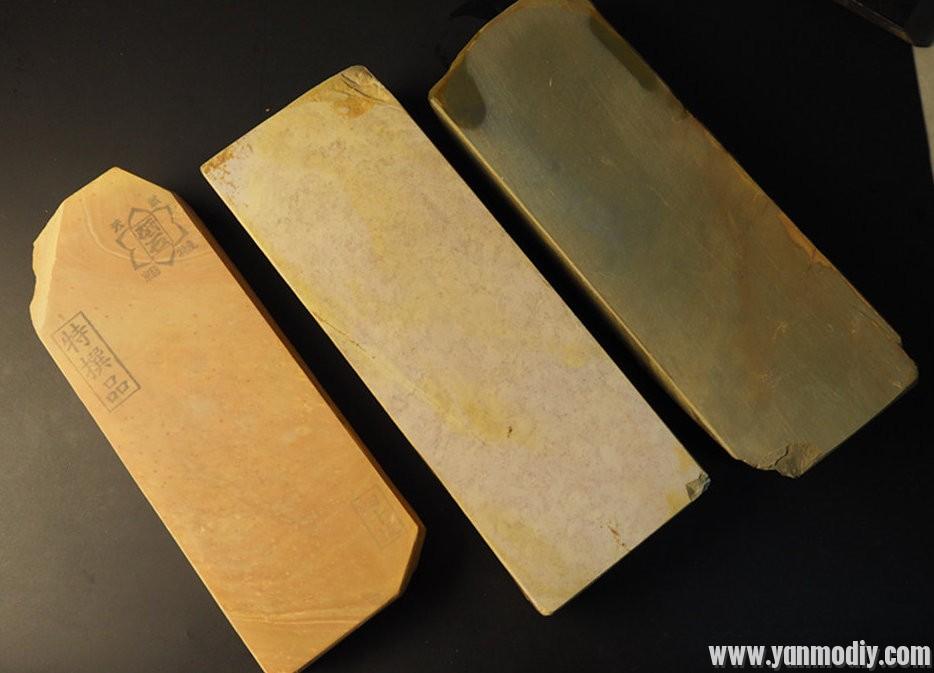
好吧,話說回來,先看看以圖片。
從左至右,分別是月乃輪赤不動、大平巢板、尾琦合砥。硬度老吳判斷分別是3左右、4-4.5、 5-5.5。
對於砥石的硬度判斷,其實有個很簡單的方法,不過這種方法也必須以經驗為基礎。這種方法就是將少量的水噴撒在砥石表面,然後看水乾的速度和幹的狀態來分辨砥石的硬度。硬度較低的砥石,水很快就會被砥石所吸收,所以在很短的時間之內水的狀態就會發生變化。由下圖我們可以非常清楚的看到這種變化。
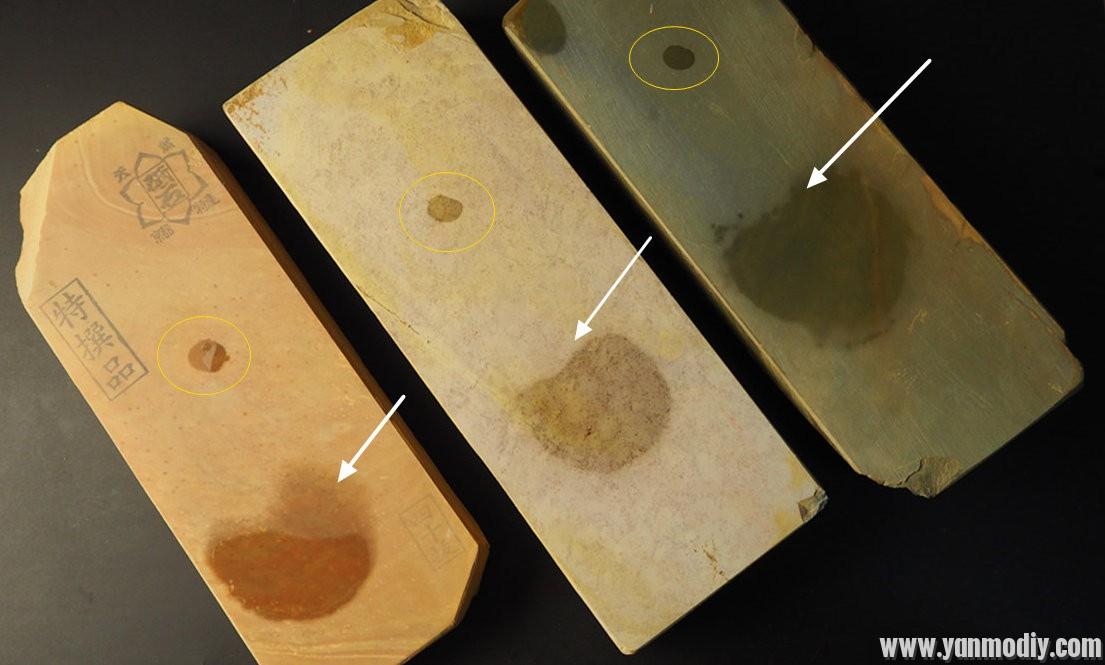
赤不動表面的水很快就被砥石吸收,而表面趨向於“乾”的狀態。中間的大平超標那,硬度略高,那麼其表面的水分不會很快的乾掉,但是相比硬度更高的尾琦合砥來說,其表面的水分已經開始收縮,這一點還是比較明顯的。
那麼,這三種不同硬度的砥石對於研磨來說到底有什麼樣的區別呢?
先放圖片。
首先是硬度3左右的赤不動研磨圖片,很明顯的一點,就是砥石在研磨的過程中,自身有著比較多的出漿,使得研磨下來的鐵屑的顏色相更為靠近砥石本身出漿的顏色。

這種硬度的砥石,其研磨出來的效果為非常柔和的“霞”的效果,即刀具“鋼”的表現力基本上為純霧面效果。

十分柔和的霧面效果,就老吳來說,是非常喜歡這種效果的。
換一個,硬度略高的大平巢板。可以很明顯的看到,大平巢板研磨的顏色和之前的赤不動有著較大的區別,佔據主要地位的是被切削下來的鐵屑,而砥石本身還是有部分的損耗,所以顏色相對略淡。

經過了大平巢板研磨之後的刃面,更偏重於“鏡面”的效果,但是比之之後的尾琦合砥,鏡面的還是不夠徹底。

最後是尾琦合砥,這塊砥石自身幾乎完全沒有任何損耗,所以研磨出來的都為被切削下來的鐵屑。鐵屑分散在砥石表面,看起來貌似浮在水面一樣。

經過了高硬度的砥石研磨,刃面的表面就完全靠近“鏡面”的效果了。如果個人偏號鏡面的效果的話,那麼選擇高硬度高細膩度的砥石是可以達到這個效果的。

最後是硬度不同的3種砥石研磨之後的對比。

硬度和效果的簡單對比到此為止,關於硬度的適應性之後在寫。
好了,關於砥石的硬度區別老吳已經簡單的解釋了,下面我們就來看看關於砥石的選擇。老吳這裏主要是討論關於砥石硬度和研磨對象的關係,其他的暫時不做討論。
其實砥石的選擇至少會有2個條件,即主觀條件和客觀條件。
主觀條件指的是你自身的主觀喜好,比如很多人喜歡硬質砥石出漿研磨,也有部分人喜歡略軟一些的砥石。主觀的喜好其實佔據了對於砥石選擇的主要地位,關於這一點,老吳的感覺是,見仁見智吧。因為主觀的因素是其他人無法掌握,所以這點無法做論述。
另外一個條件就是客觀因素了,客觀的因素包含了研磨的物件、研磨物件的材料、研磨的技術、研磨的力度和你對砥石特性的掌握。
在客觀因素中,老吳認為最重要的一點就是研磨的物件。我們一般接觸到的研磨物件無非就是二次開刃的折刀、直刀、廚刀;日式片刃廚刀;鑿子;鉋子;小刀;雕刻刀;剪刀;裁皮刀等等。
在這裏,老吳基本上將其分為4類,1:刀具,2:日式廚刀,3:木工工具,4:小刀。
1:首先來看看刀具。
因為普通刀具都為二次開刃,所以刃線非常窄,對於這種窄刃線的刀具來說,在天然仕上砥石上研磨都為最終研磨,所以研磨的力度需要比較輕(關於粗磨、中磨,精/仕上研磨,這TM又是一個大命題,還是那句話,有空寫....)那麼,對於砥石的選擇來說,或許選擇硬度在4上下的砥石更能夠發揮其特點。但是,由於普通刀具的鋼材跨度是在是太過廣泛,所以這往往也不能夠一概而論,比如粉末鋼或者是高耐磨鋼材的選擇,老吳建議可以稍硬,普通鋼材就可以稍軟。
2:日式廚刀。
關於日式廚刀的研磨,老吳實際上是走了一個很大的誤區。最早老吳偏好高的硬度的砥石,研磨出來的效果很騷很強大,而且貌似最早能夠找到的砥石通常都是比較偏硬的,所以就一直用著偏硬的砥石。但是現在老吳研磨廚刀,一般情況下絕對不會使用高硬度的砥石。
為什麼不選擇高硬度的砥石呢?
其實大家可以做一個實驗,採用同樣的較輕的力度,在硬度不同的兩塊砥石上研磨。怎麼樣,高硬度的砥石需要一個外界條件“壓力”,而軟質砥石相對需要的“壓力”要比硬質砥石少很多。
如果你不是魯智深,那麼在研磨廚刀的時候,請不要採用過大的力度,否則後果相當嚴重。這一點恐怕是新手最容易發生錯誤的地方。而且大量的日式刀具,尤其是柳刃或者牛刀這種長度較長且遠遠達不到戶外刀具那種動不動就是6-10mm的厚度,所以你一旦研磨用力,刀身必然發生彈性形變。在刀身已經變形的情況下你難道還能磨好?所以,一個非常關鍵的關於廚刀研磨問題就是在研磨過程中力度的掌控。至於這個力度如何掌控。。。。只有個人在黑暗中摸索了,哈哈。
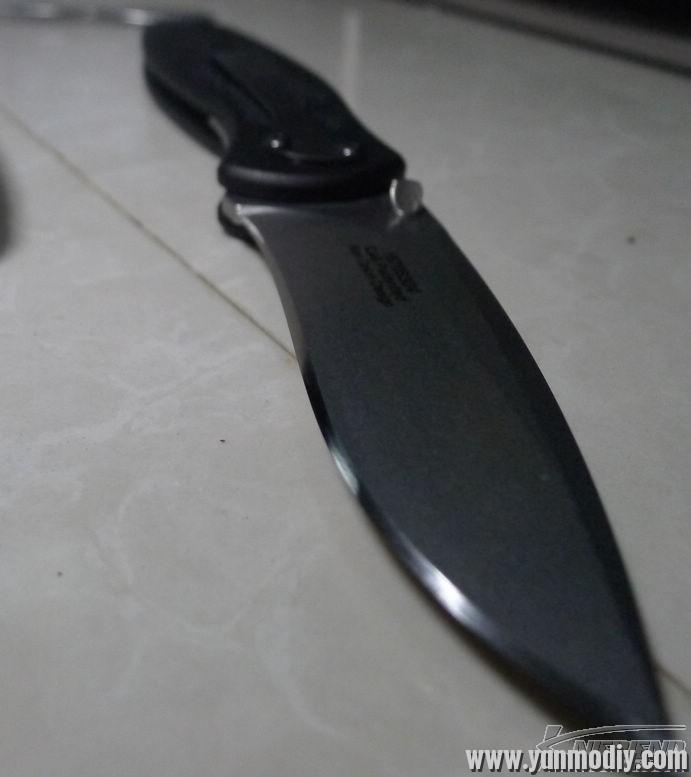
那麼,如果是硬質砥石,尤其是對於廚刀這種開刃角度極小的刃物來說,過大的壓力還會造成神馬結果呢?自己看圖(廚刀的圖片找不到了,就拿這個替代)。。。

看到了吧,硬質的砥石在研磨的過程中和刃面實際上屬於偏”剛性“切削,所以在很多情況下絕對會造成研磨的刃口崩刃,這也是硬質砥石對於開刃角度非常小的廚刀的悲哀之一。
所以,無論是為了保護刃口還是為了研磨的順利進行,廚刀選擇砥石相對不要太硬,硬度在3-4之間已經比較合適了。
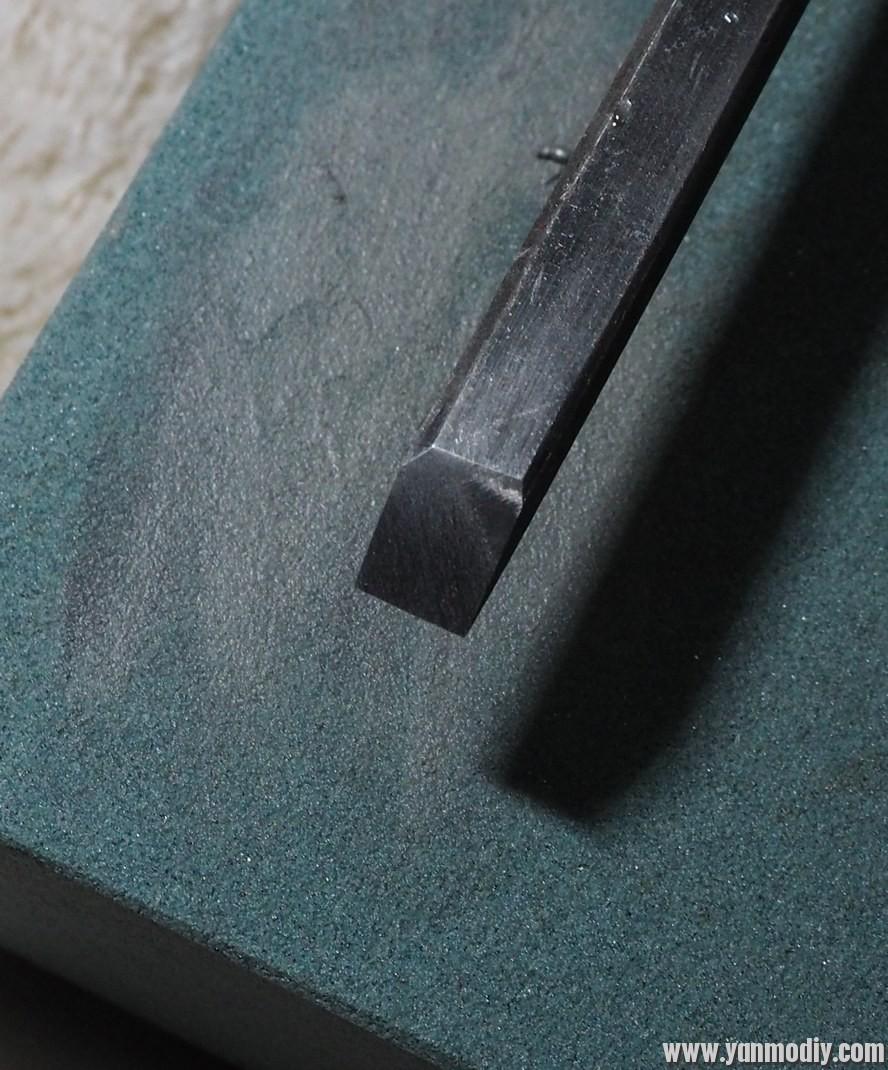
3:工具
按照日本人的說法,日本京都有2個”重寶“,即針對廚刀的”青砥“和針對大工工具的”合砥“。
或許日本人認為,實用的廚刀只需要青砥研磨就足夠了。但是針對大工道具來說,那麼就一定需要仕上的合砥。
一般來說,大工道具的開刃角度都會遠遠大於廚刀的開刃角度,所以刃口的強度會遠遠高於廚刀的刃口強度。
另外一點,對於有大工工具研磨經驗的人來說,在研磨過程中手部的力量必須是遠遠大於研磨廚刀時所需的力量。這一點也會造成在研磨過程中,刃面同砥石接觸面的”壓力“相當之大。這點是由於工具和刀具完全是兩個不同的系統造成的,簡單來說,一個刨刃在研磨的時候,你即使只是為了保持刨刃同砥石的角度不變,就需要花費很大的力度,如果你的力度不夠,那麼在研磨的過程中絕對會發生刃面同砥石表面角度的改變。
如果你手上有硬度不同的砥石,在具體研磨中你就會發現,如果用硬度略低的砥石來研磨鑿子或者刨刃的話,在很短的時間內,砥石就會有很大的損耗,砥石表面的泥漿會很快的堆積起來。雖然說砥石對工具還是具有相當的切削力,但是砥石本身的自損會相當的驚人。對於目前砥石開採已經停止的情況下,這種自損也顯得有些浪費了。
另一方面,針對大工的工具來說,嚴格的保持砥石表面的平整是一件非常重要的事情,如果砥石表面發現凹陷,最終研磨出來的東西完全可以判定成”不合格“品。(詳見首頁的圖片,刃線需要磨成一條非常平整的直線)
所以,針對大工刀具,砥石的選擇應該是選擇相對較硬。
4:小刀
針對小刀,砥石的選擇相對來說比較寬泛,簡單來說,什麼樣的砥石都行。
因為小刀的研磨相對之前幾種刀具來說,屬於比較容易上手且容易研磨的物件。而且在研磨的過程中,力度的掌控可以比較隨意。如果採用軟質砥石,那麼我們研磨的力度可以稍輕,針對硬質砥石,研磨力度略大也不會有太大的關係。
所以,小刀對於砥石的要求實際上不會算太高,只要你手上有天然砥石,那麼都可以用來研磨小刀。不過對於新手來說,因為研磨的力度略大,也不會向老手那樣可以比較輕鬆的掌控研磨的力度。所以,新手針對小刀的砥石的選擇老吳建議略高一些,硬度大致在4以上就行。
總結一下
廚刀在砥石的選擇上面需要硬度不高(老吳的建議是低於4),這樣的硬度能夠保證廚刀研磨最終效果(主要是鋒利度),當然你為了刃面的效果,可以選擇硬度較高的砥石,不過這需要相對高超的技術。為了追求效果,多練習不是一件壞事,不但可以磨刀,更可以磨心。
相比而言,硬度低的砥石更容易使用和掌握。畢竟高硬度的砥石在日本也是”達人“向。
對比之上的兩幅圖片,簡單的表明了硬度的區別。或許大家很關心硬度較低的砥石出漿十分厲害,而砥石自損是否太過嚴重而影響砥石本身的壽命?其實這一點大家大可不必過於擔心。廚刀研磨中非常重要的一點就是研磨力度的掌控。當你經過不斷的努力,能夠掌控研磨的力度時,你會發現,雖然看起來砥石自損較為嚴重,但是一切盡在掌握。其實不是什麼太大的問題。
舉個例子,你如果採用手指磨石,哪怕是1mm厚度,你磨多少把刀才能夠把這1mm厚,指甲這麼大一塊的小石頭磨完?
所以說,技術就是第一生產力,當你掌握好技術之後,一切都不是問題。
但是有一點,老吳實在不建議大工工具採用軟質砥石,否則一板的泥漿。。。鬱悶死你!
硬質砥石:
硬質砥石對於廚刀這種刀具來說,恐怕無法體現其威力。簡單來說,有些童鞋拿硬質砥石打磨廚刀後,心得體會就是:這啥玩意,這麼硬,還沒啥切削力....
那麼,老吳建議,換一個大工工具試試。不需要過多的解釋,你就會發現這玩意簡直牛逼....切削那是相當牛逼....
下面就是之前硬度極高的尾琦合砥,用來研磨工具,在很短的時間內鐵屑就堆積起來了,怎麼樣,對比廚刀研磨的圖片,完全是兩種不同的概念吧。

所以,在客觀因素的選擇中,一定需要根據研磨的物件來選擇相應的砥石,這樣才能夠達到事倍功半的效果。當然,這必須是客觀因素,主觀因素的選擇還是根據個人來決定吧。
不過偶爾還是能夠找到牛逼的一塌糊塗的適應範圍適應能力及其廣泛的砥石。哈哈哈....
老吳無奈的笑,可惜不是我....之後大概會有專門的帖子來紀念這塊砥石吧
文章出處:老吳砥石